
Material from the nozzle, scrap, overflow tank, product workpieces that have been damaged, and other similar items are not appropriate for immediate remelting in the zinc pot of the die-casting machine. The reason for this is that the surface of the material that makes up the nozzle is oxidized during the entire process of aluminum die-casting, and the composition of its active zinc oxide is significantly higher than that of the zinc alloy ingot it was initially made from. When the material for the nozzle is remelted in the zinc pot, the active zinc oxide will become thick under the high temperature standard. As a result, when the material is removed from the zinc pot, it will bring a great deal of alloy components with it.
Remelting the material that makes up the nozzle, among other things, serves the purpose of improving the separation of the active zinc oxide from the components that are important to the liquid alloy. The addition of certain organic solvents during the melting process and their subsequent application after the ingot has been cast are both required steps. Electroplating waste and electroless electroplating waste should both be melted down before being disposed of properly. Because copper, nickel, chromium, and other metal materials found in electroplating waste are not dissolved in zinc, these elements, when left in zinc alloy, will exist as hard and fine particles, making polishing and machining more difficult. During the process of electroplating scrap remelting, extreme caution is required to China die casting manufacturer ensure that coating chemicals are kept distinct from aqueous zinc alloy solutions.
The following steps are taken in the following order: first, a predetermined quantity of zinc alloy liquid is poured into the crucible; next, a layer of zinc alloy slag is sprinkled on top of the zinc alloy liquid; finally, the work is carried out. The waste from electroplating should not casting services come into contact with zinc alloy liquid. When adding waste from electroplating, pay attention to the quantity that you are adding.
The zinc alloy with a low melting point melts and flows into the zinc liquid below the ash when the electroplating waste is subjected to a decomposition reaction. On the other hand, the electroplating waste with a high melting point remains on top of the ash. To prevent the waste of the electroplating layer from falling into the zinc alloy solution while picking up the ash slag, be sure to pay attention to the actual operation, use the slag scraper to gently peel off some ash slag, enter it diagonally, and pick up the electroplating layer waste and ash slag from the bottom of the ash slag without any agitation.
Check to see if adding a refining agent is required after you have removed the ash and slag that have accumulated on the surface of the liquid zinc alloy. Common issues that arise during the process of actually smelting zinc alloy include the fact that the crucible needs to die casting be cleaned before it can be used in order to remove oil stains, rust, slag, and metal oxides from the surface. In order to prevent the iron component of the pig iron crucible from melting into the alloy, the crucible should be heated to temperatures between 150 and 200 degrees Celsius, a layer of paint should be sprayed on the surface of the working area, and then the crucible should be heated to temperatures between 200 and 300 degrees Celsius to remove all of the water from the paint. The coating should have two layers, and the layers should be composed of the following components: layer one should be talc powder mixed with 6% water glass, and layer two should be quartz powder mixed with water glass.
Before application, the smelting tool should have any surface contamination removed, and the part that will be in contact with the metal should be heated and painted using a brush. It is important to refrain from soaking the tools in water because doing so could cause the molten metal to splash and explode. In order to get rid of the water that has been absorbed on the surface, it must be cleaned and then heated before being melted. It is recommended that two thirds of the new material and one third of the returned material be used in the production of the alloy. This will allow for greater control over the alloy's composition. The melting temperature must not be higher than 440 degrees Celsius. Iron crucibles and tools will suffer significant wear and tear if the temperature is allowed to rise above 440 degrees Celsius.
Remove the scum that has formed on the liquid surface of the zinc pot as quickly as possible, then immediately fill the zinc material while ensuring that the normal aspect ratio of the surface of the molten metal is maintained. Because there is an excessive amount of scum and an inadequate amount of liquid, it is very simple for it to enter the gooseneck. Squeeze and bruise the steel ring, the hammer head, and the shaft itself, which will result in damage to the stuck hammer head, the gooseneck sleeve, and the hammer head. Make it easier to remove the scum that has accumulated on top of the melt by using the slag scraper to give it a light stirring.
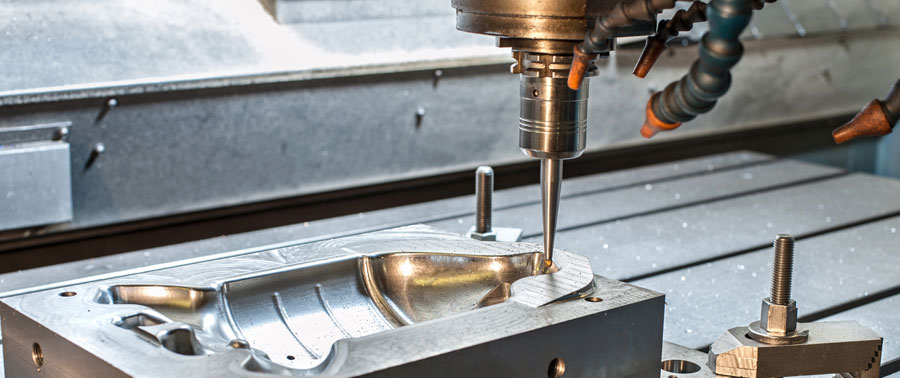
Die casting is the method that is utilized the most frequently in a variety of forging processes because it is particularly well-suited for the production of a large number of castings that range in size from small to medium. When compared to other casting technologies, die casting results in a surface that is both flatter and more consistent in terms of the specifications required. On the surface of aluminum alloy die castings, there are flow marks and lines, and the patterns on the surface of the castings are consistent with the fluidity of the metal material. Additionally, there are patterns on the surface of the castings.
The aluminum alloy die casting has cracks, and the surface of the aluminum alloy die casting exhibits traces of mesh-like hair-like protrusions or dents, which continue to develop and widen as the frequency of die casting increases. The cracks in the aluminum alloy die casting were caused by the die casting process. Die-casting parts made of aluminum alloy have linear patterns on their surface that are obvious, irregular, and concave. These patterns are very fine and slender. When this occurs, the edges of the work are smooth and uncluttered, which increases the likelihood that it will crack when subjected to the action of an external force.
Die castings made of aluminum alloy have pits on their surfaces, and the majority of the thickness of the die castings have smooth pits on their surfaces. The pits can be found on the surface. Surface tracesThe traces that were left on the surface of the casting by the contact that occurred between the surface of the aluminum alloy die-casting part and the surface of the die-casting solid model cavity; also known as the step traces. Die castings made of aluminum alloy have traces of adhesions, which are small pieces of metal or non-metallic materials that are welded with a portion of the base of the metal material. These small pieces can be peeled off when an external force is applied. dark grey.
There are fissures present in the die casting of the aluminum alloy. The crack in the die casting of aluminum alloy is a dark gray color after it has been placed in an alkaline solution. Damage and cracking of the metal material matrix typically develop in parallel or wavy lines, with both narrow and long lines, as a result of the action of external forces. These lines can be either long or narrow.




